














工装夹具标签读卡器 RFID载码体读写头 高频RFID读写器 CK-FR01-A01

工装夹具标签读卡器 RFID载码体读写头 高频RFID读写器 CK-FR01-A01是一款基于射频识别技术的高频RFID标签读卡器,读卡器工作频率为13.56MHZ,支持对I-CODE 2、I-CODE SLI等符合ISO15693国际标准协议格式标签的读取。读卡器内部集成了射频部分通信协议,用户只需通过RS485通信接口接收数据便能完成对标签的读取操作,而无需理解复杂的射频通信协议。
读卡器自带Auto-turning自动调谐电路,在不同环境中工作时能自动调节电路参数,使外部环境对读卡距离的影响降到***小,进一步增强了自身的抗干扰能力, 具有接收灵敏度高、性能稳定、可靠性强等特点。
工装夹具标签读卡器 RFID载码体读写头 高频RFID读写器 CK-FR01-A01可广泛应用于物流,仓储管理,过程控制,机械臂站点控制等自动化产线与电气自动化控制等领域。

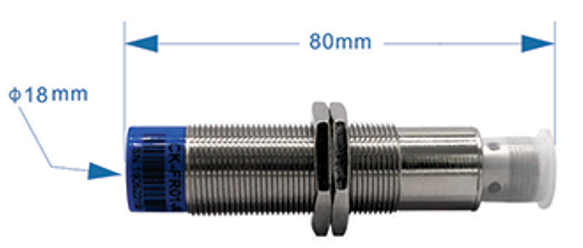
图 1.1 CK-FR01-A01实物照片
1. 产品特性
工作频率为13.56MHz,符合ISO-15693标准
支持RS-232/RS-485通信方式
一体式的设计,结构紧凑,方便分布式安装部署
lP67的防护等级,能够适应油污(切削液等)、粉尘、潮湿等恶劣环境
高效的数据采集能力,能有效的提升MES系统数据采集的准确性
接口采用5/8芯航空头(公头)/螺纹连接器,确保振动环境下系统连接的可接性
内置滤波、隔离模块,对EMC具有很强抗干扰能力

2. 参数
物理及环境特性:
|
项目 |
技术参数 |
|
操作温度 |
-25℃~85℃ |
|
存储温度 |
-40℃~90℃ |
|
湿 度 |
10%~90%非凝结状态 |
|
重 量 |
80g |
|
跌落测试 |
1.2米自由跌落 |
|
ESD性能 |
空气放电±15KV,接触放电±8KV |
|
密封标准 |
IP67 |
电气参数指标:
|
项目 |
技术参数 |
|
工作电压 |
DC 24V |
|
功 耗 |
0.7W |
|
电路保护 |
带极性接反保护 |
|
工作频率 |
13.56MHZ |
|
协议标准 |
ISO15693 |
|
支持标签类型 |
I-CODE2、I-CODE SLI |
|
读卡距离 |
0~40mm(跟标签性能有关) |
|
通信接口 |
RS485 |
|
通信协议 |
MODBUS RTU通信协议 |
3. CK-FR01-A01通信连接
CK-FR01-A01是基于RS485、MODBUS通信协议的高频读卡器,可支持多台读卡器联网工作,***多可同时在总线上挂载多台CK-FR01-A01。
3.1 LED指示灯

图 4.1 读卡器LED指示灯示意图
LED指示灯:标签检测指示灯
读卡器工作过程:
读卡器接上电源后,读卡器进入自动调谐状态并进行自检,自检成功后绿色LED闪烁,随后进入工作状态,指示灯熄灭。读卡器检测到RFID标签存在时,绿色LED长亮。
3.2 接线说明
CK-FR01-A01接线端子定义如下:
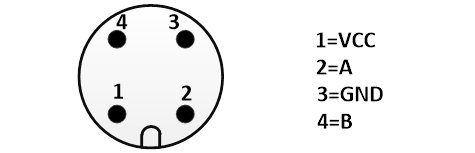
图 4.2 CK-FR01-A01接线端子定义
CK-FR01-A01:
|
接线端子序号 |
接口 |
说明 |
|
1 |
VCC |
读卡器电源24V |
|
2 |
A |
RS485通信口A线 |
|
3 |
GND |
读卡器0V |
|
4 |
B |
RS485通信口B线 |
3.3 CK-FR01-A01单机接线图
CK-FR01-A01单机工作时,接线如下:
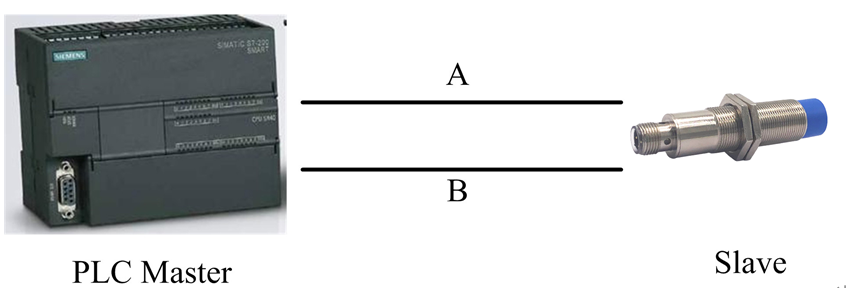
图 4.3 CK-FR01-A01单机通信
3.4 CK-FR01-A01多机通信接线图
CK-FR01-A01支持多台读卡器同时挂载在同一总线上,进行多机联网工作。总线上挂载多台读卡器时,为了提高通信的可靠性,在总线的前后端需外接120Ω的匹配电阻。接线如下:
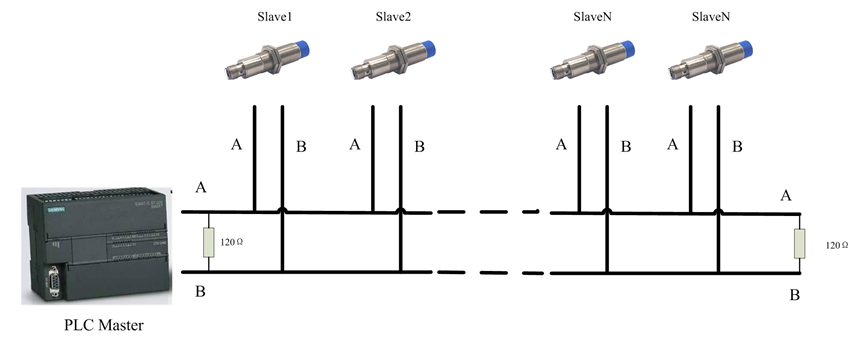
图 4.4 CK-FR01-A01多机通信
3.5 通信电缆选择
为了提高通信可靠性和系统的EMI性能,用户可选择带屏蔽的双绞线做为通信电缆,或者选用RS485通信***电缆。
3.6 通信距离与波特率关系
当使用0.56mm(24AWG)双绞线布线时,根据波特率的不同,传输距离理论值如下表:
表格 4?1 波特率与通信距离关系表
|
波特率 |
传输距离 |
|
4800Bps |
1200米 |
|
9600Bps |
800米 |
|
19200Bps |
600米 |
应用场景图:
工业读卡器在动力电池生产线、汽车生产线、家电/3C混流生产线、AGV等行业应用案例说明
1、发动机总装线
读写头能够通过工业总线控制器与西门子、施耐德、三菱等多种PLC对接。通过对托盘上放置的RFID标签进行识别将信息传递给PLC ,指导装配机械手或者装配人员根据安装信息主动选择合适部件,可以大大提高发动机装配的效率。
2、家电制造过程智能化应用
在产品/工装板上加装RFID标签,工位上部署RFID读写设备,通过RFID采集技术,完成生产线上单品级产品的无人、自动、实时识别利用实时采集的产品信息,完成混流生产物料防错、工艺指导实时推送、不良品自动分流下线、质量报告自动生成、产品追溯管理、混流换线报警、设备自动化对接等。
3、动力电池组装
在RFID采集点处安装读写器,上线工位采集点读取料箱中RFID标签获取料箱内卡位数量信息(每个卡位放置一个电芯,电压不完全相同),在电压电芯测试工位测试电芯的电压值/分档级别写入料箱RFID标签内,电芯分档时读取料箱RFID标签信息与机器人实时对接自动将电芯放入相应的电芯运输轨道,机器人从运输轨道上取下不同档的电芯放入同一料箱后,将电芯档位信息写入料箱RFID标签内。通过每个工位对RFID标签的操作,完成电芯组装过程中电芯分档、运输、包胶、组装等










